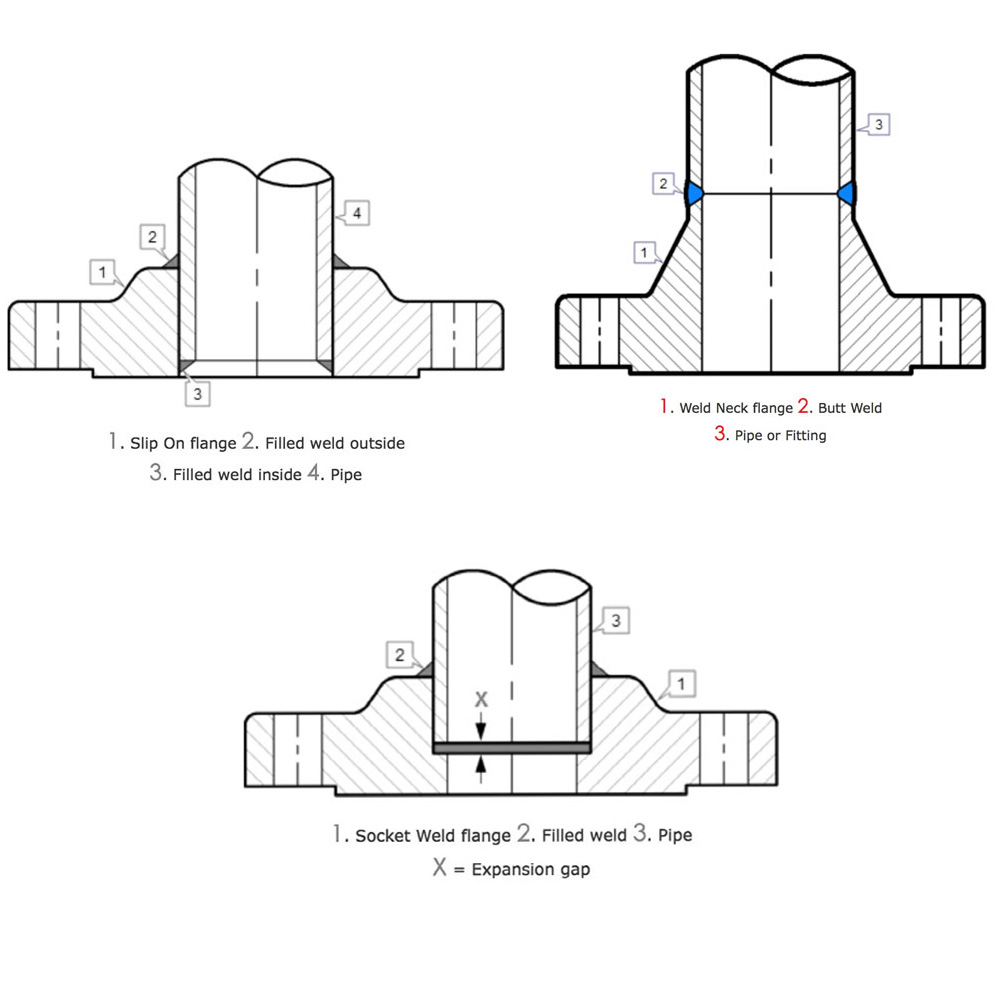
1.Flat welding, butt welding en socket welding flange
Pipe flange welding hat de foarm fan platte welding, butt welding en socket welding flange
Socket welding algemien foeget de piip yn 'eflangefoar welding.Butt welding is te stomplassen de piip en butt oerflak meibutt welding flange,Ray detection kin net útfierd wurde op 'e socket weld, mar butt welding kin dien wurde.Dêrom is it oan te rieden om butt welding flange te brûken foar hege welding detection easken.
2. Ferskate ferskillen en applikaasjes
Algemien binne de easken fan butt welding heger as dy fan socket welding, en de kwaliteit nei welding is ek goed, mar de deteksjemiddels binne relatyf strang.Welding om rayfout-deteksje te dwaan, socket-lassen dwaan magnetysk poeder as penetraasjetest kin wêze (lykas koalstofstaal docht magnetysk poeder, roestfrij stiel docht penetraasje).As de floeistof yn 'e pipeline gjin hege welding fereasket, is it oan te rieden om socket-welding te brûken foar handige deteksje.
De measte ferbiningsfoarmen fan socketslassen wurde brûkt yn kleppen en pipelines mei lytse diameter, piipfittings en pipelinelassen.Pipen mei lytse diameter binne oer it generaal tinne yn muorre dikte, maklik te wurde misaligned en ablated, en dreech te weld, sadat se binne mear geskikt foar socket welding.Dêrneist hat de socket fan socket welding in fersterkende effekt, dus it wurdt ek brûkt ûnder hege druk.Socket welding hat lykwols ek neidielen.Ien is dat de stress betingst nei welding is net goed, en it is maklik te feroarsaakje ûnfolsleine penetraasje fan welding.Der binne gatten yn it piipsysteem.Dêrom is socket welding net geskikt foar it piipsysteem dat brûkt wurdt foar spaltkorrosje-gefoelige medium en it piipsysteem mei hege easken foar skjinens.Fierder, ultra-hege druk pipelines, sels as de muorre dikte fan lytse-diameter pipelines is ek grut, kin wêze butt laske ferbining sa fier mooglik te kommen dat socket welding.
Koartsein, socket welding foarmet filet weld, wylst butt welding foarmet butt weld.Ut 'e analyze fan' e sterkte en stress steat fan 'e weld, de butt joint is better as de socket joint, dus de butt joint moat brûkt wurde yn it gefal fan hege druk nivo en minne tsjinst betingst.

3. Flange seleksje
1.Neffens it materiaal fan 'e pipeline om it echte geskikte flange materiaal te kiezen, lykas RVS pipeline is wis net tastien om te kiezenkoalstof stielen flange ;
2.Neffens de nominale diameter (DN) fan de pipeline en de nominale druk (PN) fan it hiele pipeline systeem, de rjochterflangeselektearre is.Op it stuit, de ynternasjonalepipe flangenimt yn prinsipe it Amerikaanske standertsysteem en it Europeeske standertsysteem oan;
3.Neffens de spesifike arbeidsbetingsten wurde de flangestruktuer en foarm selektearre: lykas flakke welding mei nekke, loopflens, ensfh., En it sealingflak hat in útspringende oerflak, in folslein fleantúch, in konkave en konvex oerflak, ensfh. .
Foar net-standert dielen is it nedich om te ûntwerpen en te produsearjen neffens de ûntwerpproseduere foar flensspesifikaasje.
Post tiid: Febrewaris 20-2023